
设备的正常运转和杰出的加工质量,所以在设备作业前都要做好相关的检测作业。
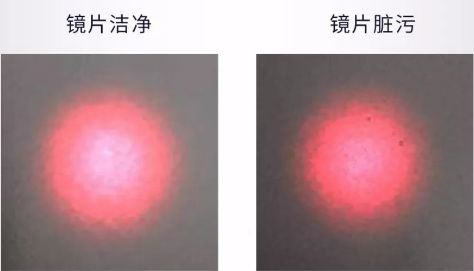
万瓦切开头镜片对万瓦激光切开机很重要,其洁净程度直接影响激光切开机的加工功能和质量。假如镜片脏污,不光影响切开作用,还会促进形成切开头内部和激光器输出面焚毁。切开前的提早排查,能够尽可能的避免严峻的丢失。
查看镜片清洁度一般会用红光检测法,要预备直径2.0mm以上的单层喷嘴以及白纸。过程如下:
3、若红光中有概括显着的黑点或不规则黑物,则镜片有脏污,需清洁后再进行切开调试
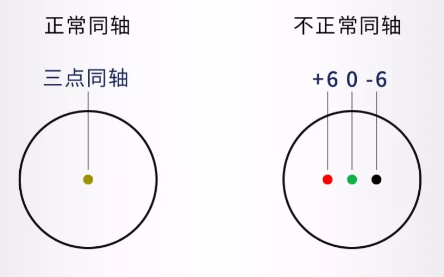
喷嘴出口孔与激光束的同轴度是影响切开质量好坏的首要的要素之一,假如喷嘴与激光不同轴,细微只会影响切开面作用不共同,严峻的时分激光会打到喷嘴上,形成喷嘴发热和焚毁。
3、若焦点0与±6mm打光点都处于喷嘴中心,则正常。不然替换切开头或激光器光路偏移
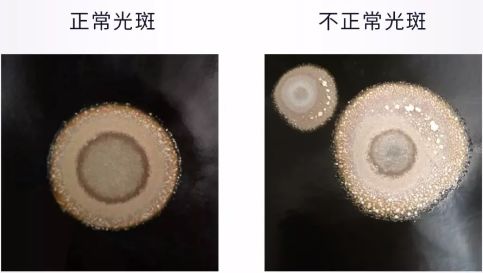
光斑形状直接反应激光能量的横向散布。光斑圆度表明光斑在不同方向上能量散布的均匀性,圆度高的光斑各个方向能量散布共同,切开时可确保各个方向的切开面光洁度和切开速度的共同性,确保切开产品质量。
查看光斑散布要预备直径2.0mm以上的单层喷嘴以及黑色光斑纸。过程如下:
激光切开焦点方位是切开工艺参数中很重要的一项数据,切开不同的原料和厚度,都需求调理成不同的焦点。切开前,丈量出实践零焦点才参阅创鑫切开工艺参数,更快确认最合适的切开焦点。假如实践零焦点偏移太大,会形成切开焦点量程不行,无法切开厚板。
1、固定切开高度0.5mm,每改动0.5mm焦点方位,在1mm不锈钢上划线、比照不同焦点方位的线宽,线宽最小对应的焦点即为实践零焦点;

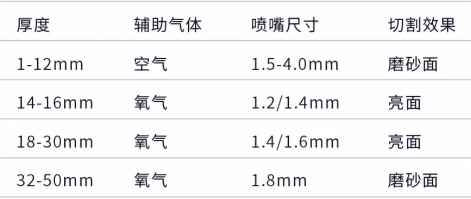
万瓦激光器切开碳钢厚板最大的问题是喷嘴发烫,因而切开前需测验不一样的尺度喷嘴在不同焦点方位满功率出光时喷嘴发热状况。
2、先吹辅佐气体(气体类型及气压依照实践切开所需气体),满功率出光30秒,丈量喷嘴气温改动。改动焦点方位,依照以上办法持续测验;
4、汇总不同喷嘴发热状况,为后续切开工艺调试供给参阅。若喷嘴不发热规模很窄,则查看切开头、喷嘴、镜片及激光器问题,排查问题后,才能够进行下一步切开板材工艺调试。












